




 广告
广告





















































汽车试验:新能源汽车驱动电机用稀土永磁材料试验方法
2021-08-31 00:00:53·

驱动电机是新能源汽车的心脏,而稀土永磁材料则是驱动电机的首选材料。稀土永磁驱动电机可以大幅减轻电机重量、缩小电机尺寸、提高工作效率。GB/T 39494-2020新
驱动电机是新能源汽车的“心脏”,而稀土永磁材料则是驱动电机的首选材料。稀土永磁驱动电机可以大幅减轻电机重量、缩小电机尺寸、提高工作效率。

GB/T 39494-2020新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定 即将于2021年10月1日开始实施,主要适用于新能源汽车驱动电机用稀土永磁材料表面的单层或多层涂镀层结合力的测定,涂镀层包括采用电镀、电泳、喷涂、物理气相沉积、化学镀等技术的涂镀层(带有涂镀层的稀土永磁材料以下简称涂镀层产品)。
标准规定了新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定方法。共包含四种方法,拉开法、剪切法、划格法、热震法,均为破坏性试验方法。
一、拉开法
1、方法原理:将试柱用胶黏剂固定在涂镀层上,利用拉力试验机在涂镀层的法线方向上连续地施加载荷,当该载荷大于涂镀层的结合力时,涂镀层即从基体上分离或涂镀层的不同膜层分离。用破坏涂镀层/基体界面间附着所施加的拉力与粘接面积的比值或破坏涂镀层/基体界面间附着所施加的拉力来表示涂镀层的结合力。
2、试验设备与材料
1)高低温冲击试验箱
用于涂镀层产品的高低温交变处理。可使用两个独立的温度试验箱或一个快速温度变化的试验箱。可采用人工或自动转换方法,试验箱应在3min内完成高低温转换。
2)拉力试验机
拉力试验机的测力系统及同轴度应按照JJG475—2008进行校准,其精确度应为1级或优于1级。拉力试验机横梁应能保持空载速度在0.5mm/min以内恒速运行,加卸力应平稳、无振动、无冲击。
3)试验组合
试验装置
拉开法试验装置如图1所示。装置A适用于上下表面平行的涂镀层产品。对厚度小于5mm的涂镀层产品,为避免拉伸过程中因涂镀层产品强度不够而导致断裂,宜在涂镀层产品的另一面粘接一块钢片,使下夹具的力作用在钢片上。对于厚度不小于5mm的涂镀层产品,可不粘接钢片。装置B适用于被测面为平面及瓦形的涂镀层产品,采用该装置应确保上下试柱同轴。
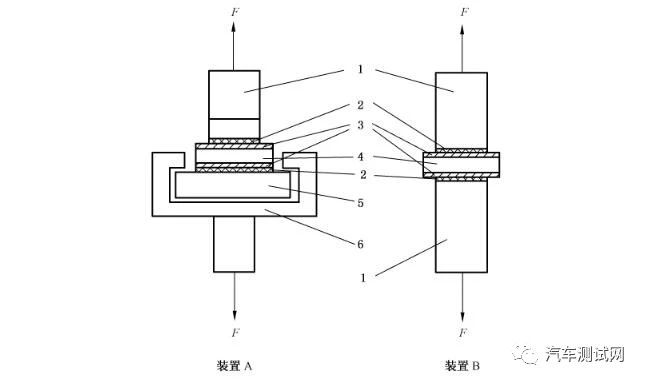
图1拉开法试验装置示意
说明:1、试柱;2、胶黏剂;3、基体表面涂镀层;4、基体;5、钢片;6、下夹具;F、拉力。
4、试验步骤
1)试样前处理参照GB/T2423.22中试验Na:规定转换时间的快速温度变化部分对涂镀层产品进行高低温交变处理。将涂镀层产品暴露于(-40±5)°C低温下,保持30min后将涂镀层产品转换到(120±5)°C高温下,继续保持30min,转换时间不宜超过3min。经多次循环后肉眼观察涂镀层有无鼓泡、剥离。除非相关规范另有规定,优先采用的试验循环数为5
2)试验样品制备用无水乙醇将涂镀层产品、试柱或钢片表面的油污擦拭干净。将胶黏剂尽可能均匀地、薄薄地涂覆在涂镀层产品表面、试柱或钢片上,要求能在涂镀层产品和试柱及钢片之间产生牢固、连续的胶结面。在胶黏剂的固化期内把涂有胶黏剂的涂镀层面近中心处与试柱或钢片相连,并及时清理粘接过程中压出来的溢胶。胶黏剂完全固化后,若试柱周围还残留胶黏剂,应用刀片去除。
注:过多的胶黏剂或胶黏剂未涂均匀,容易导致施加的载荷不能垂直于涂镀层表面,影响试验结果的准确性。
3)测试
将试验装置固定在拉力试验机的上下夹具中,施加拉力使之均匀地作用于测试面上,胶结面和试柱之间不应有任何扭转、滑移。在涂镀层产品测试面法线方向上施加拉力,拉力试验机的横梁移动速度应控制在0.1mm/min~0.5mm/min范围内的某个恒定值,直至涂镀层产品与试柱之间分离。记录涂镀层产品与试柱分离的最大拉力F。
二、剪切法
1、方法原理
将试柱用胶黏剂固定在涂镀层上,利用压力试验机在平行于涂镀层的方向上连续地施加载荷,当该载荷大于其结合力时,涂镀层即从基体上分离或涂镀层的不同膜层分离。用破坏涂镀层/基体界面间的压缩力与粘接面积的比值或破坏涂镀层/基体界面间的压缩力来表示涂镀层的结合力。
2、试验环境条件
试验应在温度10°C~30°C、相对湿度30%~70%范围的环境内进行。
3、测试
将试验装置固定在压力试验机中,采用合适的安全防护罩进行防护。在与涂镀层产品被测平面平行的方向上施加压缩力,压力试验机的横梁移动速度应控制在0.1mm/min~0.5mm/min范围内某个恒定值,直至涂镀层产品与试柱之间分离。记录涂镀层产品与试柱分离的最大压缩力F。
三、划格法
参照GB/T9286规定执行,具体方法为用30°锐角刀在涂层表面刻痕成6×6条间距1mm的正交切割线,然后用透明压敏胶带(宽25mm、粘着力10N/25mm,或供需双方商定)粘合到试验表面上,用手指压紧按平,排除空气约10s后,在样品表面的垂直方向上迅速拉起胶带,在放大4倍或8倍的放大镜下,检查镀层有无起泡、脱离现象。
四、热震法
参照GB/T5270规定的热震试验法执行,具体方法为将涂镀层产品加温至表2所示的温度,此温度应保持在±10°C误差范围内,保温1h后,放入不高于25°C的水中骤冷,观察涂镀层有无起泡、脱离现象。
表2热震试验温

GB/T 39494-2020新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定 即将于2021年10月1日开始实施,主要适用于新能源汽车驱动电机用稀土永磁材料表面的单层或多层涂镀层结合力的测定,涂镀层包括采用电镀、电泳、喷涂、物理气相沉积、化学镀等技术的涂镀层(带有涂镀层的稀土永磁材料以下简称涂镀层产品)。
标准规定了新能源汽车驱动电机用稀土永磁材料表面涂镀层结合力的测定方法。共包含四种方法,拉开法、剪切法、划格法、热震法,均为破坏性试验方法。
一、拉开法
1、方法原理:将试柱用胶黏剂固定在涂镀层上,利用拉力试验机在涂镀层的法线方向上连续地施加载荷,当该载荷大于涂镀层的结合力时,涂镀层即从基体上分离或涂镀层的不同膜层分离。用破坏涂镀层/基体界面间附着所施加的拉力与粘接面积的比值或破坏涂镀层/基体界面间附着所施加的拉力来表示涂镀层的结合力。
2、试验设备与材料
1)高低温冲击试验箱
用于涂镀层产品的高低温交变处理。可使用两个独立的温度试验箱或一个快速温度变化的试验箱。可采用人工或自动转换方法,试验箱应在3min内完成高低温转换。
2)拉力试验机
拉力试验机的测力系统及同轴度应按照JJG475—2008进行校准,其精确度应为1级或优于1级。拉力试验机横梁应能保持空载速度在0.5mm/min以内恒速运行,加卸力应平稳、无振动、无冲击。
3)试验组合
试验装置
拉开法试验装置如图1所示。装置A适用于上下表面平行的涂镀层产品。对厚度小于5mm的涂镀层产品,为避免拉伸过程中因涂镀层产品强度不够而导致断裂,宜在涂镀层产品的另一面粘接一块钢片,使下夹具的力作用在钢片上。对于厚度不小于5mm的涂镀层产品,可不粘接钢片。装置B适用于被测面为平面及瓦形的涂镀层产品,采用该装置应确保上下试柱同轴。
图1拉开法试验装置示意
说明:1、试柱;2、胶黏剂;3、基体表面涂镀层;4、基体;5、钢片;6、下夹具;F、拉力。
4、试验步骤
1)试样前处理参照GB/T2423.22中试验Na:规定转换时间的快速温度变化部分对涂镀层产品进行高低温交变处理。将涂镀层产品暴露于(-40±5)°C低温下,保持30min后将涂镀层产品转换到(120±5)°C高温下,继续保持30min,转换时间不宜超过3min。经多次循环后肉眼观察涂镀层有无鼓泡、剥离。除非相关规范另有规定,优先采用的试验循环数为5
2)试验样品制备用无水乙醇将涂镀层产品、试柱或钢片表面的油污擦拭干净。将胶黏剂尽可能均匀地、薄薄地涂覆在涂镀层产品表面、试柱或钢片上,要求能在涂镀层产品和试柱及钢片之间产生牢固、连续的胶结面。在胶黏剂的固化期内把涂有胶黏剂的涂镀层面近中心处与试柱或钢片相连,并及时清理粘接过程中压出来的溢胶。胶黏剂完全固化后,若试柱周围还残留胶黏剂,应用刀片去除。
注:过多的胶黏剂或胶黏剂未涂均匀,容易导致施加的载荷不能垂直于涂镀层表面,影响试验结果的准确性。
3)测试
将试验装置固定在拉力试验机的上下夹具中,施加拉力使之均匀地作用于测试面上,胶结面和试柱之间不应有任何扭转、滑移。在涂镀层产品测试面法线方向上施加拉力,拉力试验机的横梁移动速度应控制在0.1mm/min~0.5mm/min范围内的某个恒定值,直至涂镀层产品与试柱之间分离。记录涂镀层产品与试柱分离的最大拉力F。
二、剪切法
1、方法原理
将试柱用胶黏剂固定在涂镀层上,利用压力试验机在平行于涂镀层的方向上连续地施加载荷,当该载荷大于其结合力时,涂镀层即从基体上分离或涂镀层的不同膜层分离。用破坏涂镀层/基体界面间的压缩力与粘接面积的比值或破坏涂镀层/基体界面间的压缩力来表示涂镀层的结合力。
2、试验环境条件
试验应在温度10°C~30°C、相对湿度30%~70%范围的环境内进行。
3、测试
将试验装置固定在压力试验机中,采用合适的安全防护罩进行防护。在与涂镀层产品被测平面平行的方向上施加压缩力,压力试验机的横梁移动速度应控制在0.1mm/min~0.5mm/min范围内某个恒定值,直至涂镀层产品与试柱之间分离。记录涂镀层产品与试柱分离的最大压缩力F。
三、划格法
参照GB/T9286规定执行,具体方法为用30°锐角刀在涂层表面刻痕成6×6条间距1mm的正交切割线,然后用透明压敏胶带(宽25mm、粘着力10N/25mm,或供需双方商定)粘合到试验表面上,用手指压紧按平,排除空气约10s后,在样品表面的垂直方向上迅速拉起胶带,在放大4倍或8倍的放大镜下,检查镀层有无起泡、脱离现象。
四、热震法
参照GB/T5270规定的热震试验法执行,具体方法为将涂镀层产品加温至表2所示的温度,此温度应保持在±10°C误差范围内,保温1h后,放入不高于25°C的水中骤冷,观察涂镀层有无起泡、脱离现象。
表2热震试验温



 广告
广告 


最新资讯
-
驾驭大功率,从容应对高压冲击-- IT8400 高
2025-06-13 21:02
-
重磅上新|VI-grade推出全新驾驶员在环运动
2025-06-13 20:44
-
献礼甲子华诞!中国汽研汽车指数测评体系荣
2025-06-13 16:41
-
nCode DesignLife 软件中虚拟振动载荷疲劳
2025-06-13 15:28
-
《2025中汽夏测体系验证解析合集》——充电
2025-06-13 15:24
