




 广告
广告





















































超高强度汽车钢板氢致延迟断裂敏感性U形恒弯曲载荷试验方法

引言
当前汽车工业节能与环保发展趋势下,汽车轻量化已成为保证车辆安全和燃油经济性最有效的技术手段。通过超高强度钢的应用“以强度换厚度”实现材料用量的减少,可有效实现汽车轻量化。超高强钢中一般含有马氏体等脆硬相,因此具有较高的氢致延迟断裂敏感性,直接关系到车辆服役安全,因此氢致延迟断裂敏感性应作为超高强度汽车用钢的一项重要性能评价指标。超高强度汽车用钢氢致延迟断裂敏感性的测试评价方法一直是汽车用钢应用领域的一大热点和难点,国内外对此已开展了一些研究,相继提出了多种测试评价方法,然而当前行业内尚无统一的超高强度汽车用钢氢致延迟断裂敏感性测试评价技术规范,制定该技术规范可作为汽车车身安全件合理选材、用材的重要指导依据,对提高汽车安全服役性能具有重要意义,符合中国汽车工业由量到质转变的总体目标与方向。
本文件基于实际汽车零部件服役工况及性能需求,借鉴国内外汽车超高强度钢氢致延迟断裂敏感性测试评价的前沿技术成果,经过专题研究和大量的经验数据积累,按照GB/T T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的要求而制定,适用于含有马氏体等强化相的各类超高强度汽车用钢板材氢致延迟断裂敏感性的测试评价。
超高强度汽车钢板氢致延迟断裂敏感性 U形恒弯曲载荷试验方法
1、范围
本文件规定了汽车用钢板氢致延迟断裂敏感性测试的原理、相关术语定义、符号和说明、试样要求、试验设备、试验环境、试验过程、数据处理和试验报告内容要求等方面。
本文件适用于抗拉强度1000 MPa及以上各类超高强度汽车用钢裸板的氢致延迟断裂敏感性测评,面向国内超高强度汽车用钢上下游产业链,也可推广应用于其他强度级的汽车用钢裸板材料。
2、规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 8170 数值修约规则与极限数值的表示和判定
GB/T 13992 金属粘贴式电阻应变计
GB/T 14452 金属弯曲力学性能试验方法GB/T16826 电液伺服万能试验机
JB/T 6261 电阻应变仪技术条件
JJG 139 拉力、压力和万能试验机
JJG 157 非金属拉力、压力和万能试验机检定规程
JJG 475 电子式万能试验机检定规程
SAE-China J2203 汽车用冷轧钢板和钢带
SAE-China J2204 汽车用冷轧热镀锌锌铁合金钢板和钢带
SAE-China J2206 汽车热冲压成形用超高强度钢板及钢带
ISO 16573 钢材 估高强度钢材抗氢脆性的测量方法
3、术语和定义
下列术语和定义适用于本文件。
3.1 1
氢致延迟断裂hydrogen ninduced ddelayed dfracture(HIDF)
是材料在低于抗拉强度应力载荷和酸性环境双重作用下发生的一种滞后断裂行为。
3.2 U形恒弯曲载荷试验法
对钢板施加恒定弯曲载荷,并将其置于含氢腐蚀溶液介质中静置,以断裂时间、断裂应力等参量测评钢板氢致延迟断裂敏感性强弱的一种试验方法。
3.3 抗拉强度
用于确定弯曲设定应力,对测试钢板进行预准静态拉伸获得的实测抗拉强度值,单位:MPa。
3.4 屈服强度
用于确定弯曲设定应力,对测试钢板进行预准静态拉伸获得的实测屈服强度值,单位:MPa。
3.5 弯曲应力
U形恒弯曲载荷试验法所用试样沿长度方向1/2 部位处外表面基体在弯曲形变过程中承受的应力值,单位:MPa。
3.6 弯曲应变
U形恒弯曲载荷试验法所用试样沿长度方向1/2部位处外表面基体在弯曲形变过程中产生的应变值,单位:mm/mm。
3.7 断裂应力
U形恒弯曲载荷试验过程中样品断裂对应的恒定加载应力值,单位:MPa。
3.8 断裂时间
U形恒弯曲载荷试验过程中发生断裂对应的时间值,单位:h。
3.9 试样断裂比
U形恒弯曲载荷试验过程中发生断裂的试样数量与总试样数量之间的比值,单位:%。
3.10 加载/强度比
U形恒弯曲载荷试验过程中对试样实际施加的弯曲应力和试样材料的实测屈服或抗拉强度之间的比值,即加载弯曲应力值/实测屈服或抗拉强度值,单位:%。
3.11 断裂应力-断裂时间曲线
以试样发生断裂的加载弯曲应力为横坐标、以样品发生断裂的时间为纵坐标,绘制成的二维曲线。
3.12 临界断裂应力
U形恒弯曲载荷试验过程中,在规定时间范围内发生氢致延迟断裂所对应的最小弯曲应力值,单位:MPa。
3.13 厚度减薄率
U形恒弯曲载荷试验后各试样的厚度值相对于试验前厚度值的变化率,单位:%。
4、试验原理
汽车钢板经冷、热冲压处理后,一般氢致延迟断裂多发生于零件上的弯曲变形部位,弯曲变形部位对应残余应力较大,零件装车后又会承受额外载荷或应力,弯曲部位就会产生应力集中,是氢致延迟断裂的易发部位。评价汽车钢板在弯曲变形状态下的氢致延迟断裂敏感性更加贴合汽车零件的服役工况,评价结果更有参考价值。本文件采用U形恒弯曲载荷试验法,评估超高强度汽车钢板在弯曲形变状态及模拟含氢腐蚀环境下发生延迟断裂的趋向性,试验流程为:
a) 设定每件试样的预弯曲应力;b) 加工标准拉伸试样进行准静态拉伸,基于拉伸曲线对应,确定每件试样最小弯曲半径部位外表面的弯曲应变预设值;c) 利用工装或试验机对试样进行U形弯曲加载,检测试样测试部位的弯曲应变值变化,当应变值达到设定值停止加载;d) 紧固试样(保证加载弯曲应力恒定)后将其和工装一并置于含氢腐蚀介质中静置,观察指定时间内试样是否发生开裂;e) 采用诸如试样断裂比、最高加载/强度比、临界断裂应力、断裂应力-断裂时间曲线等参量作为评价或对比不同汽车钢板氢致延迟断裂敏感性强弱的依据。
5、试样要求
5.1 1试样规格
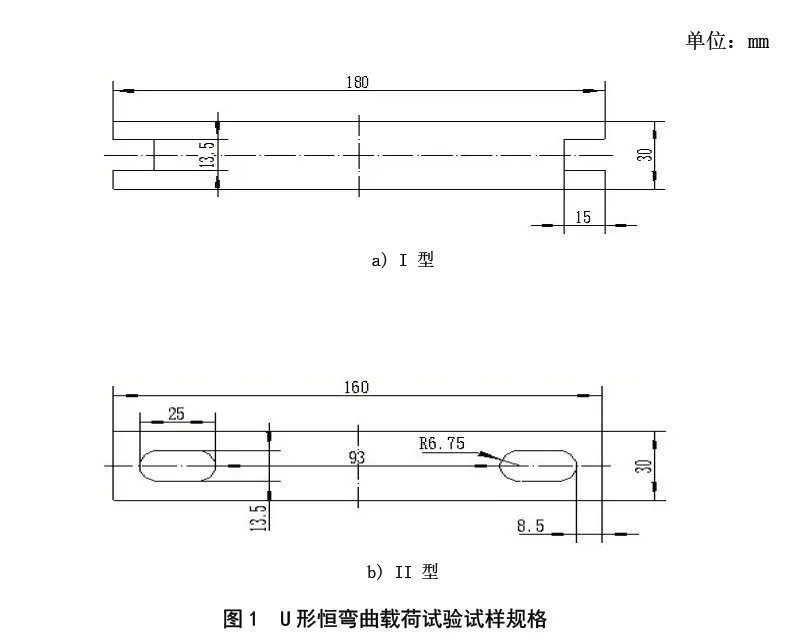
5.1.1 1 U形恒弯曲载荷弯曲试样的推荐结构和尺寸值如图1,可任选I 或II型试样。也可根据实际原料(零件)尺寸规格、取样的便利性、夹具及试验机等情况,采用其他与图1 具有同等效果的试样设计。

5.1.2 针对零件取样,对其外观、尺寸规格在本文件中不做硬性要求,可根据零件结构、工艺及服役工况等综合因素进行确定。
5.1.3 针对准静态拉伸样品的结构及尺寸要求,参照GB/T T228.1 执行。
5.2 来料状态
本文件所涉弯曲及拉伸试样可通过在零件产品或板料上取样获得。针对冷成形板料,其相关技术要求推荐参照SAE-ChinaJ2203或SAE-ChinaJ2204执行;针对热成形板料,其相关技术要求推荐参照SAE-China J2206要求执行;若来料为零件,则本文件中无硬性要求。
5.3 来料取样
5.3.1 一般钢板均具有一定的性能各向异性,针对钢板来料,若无特殊要求,本文件推荐弯曲及拉伸试样长度方向与板材的轧向一致(即图1 中两类试样的长度方向与钢板轧向相平行)。若需测评板材氢致延迟断裂敏感性的各向异性,按其他方向取样(如试样的长度方向与轧向相垂直或二者呈0°、90°以外角度关系),应在试验报告中注明。此外,弯曲试样应与准静态拉伸试样的取样方向一致。
5.3.2 取样应避开来料表面所有可见裂纹等缺陷的区域。针对试样的尺寸及形状精度,若为冷及热成形钢板取样,参照GB/T14452 执行;若来料为零件,根据零件的结构特征、取样难易性而定,在本文件中无硬性要求。此外,针对一批待检试样应尽量在同一零件或同一批次板材上获取。
注:针对来料,推荐立即进行试样加工。若来料无法立即加工,应将其置于室温(一般在10 ℃~35 ℃范围内进行,若对室温有严格要求,取23 ℃±5 5℃)和常压(0MPa~0.1 MPa)条件下的干燥、无腐蚀介质的环境中保存,并对来料采取涂油等防腐措施,确保来料状态不出现显著变化。
5.4 样品加工及保存
5.4.1 针对试样加工,可采用剪切边、线切割、激光切割等方式,应确保所采用的加工方式及加工工艺参数不对试样中的氢元素状态构成显著影响。
5.4.2 完成试样加工后应对试样进行边缘去毛刺(线切割、激光切割不用)、45º 倒角等处理,倒角宽度推荐不大于0.5mm,对于边缘存在可见裂纹的试样应视为废品样。
5.4.3 试样其余的取样和加工制备要求均参照GB/T T2975 执行。
5.4.4 针对试样的结构、尺寸规格、取样方式等若有其他特殊需求,应在报告中注明。
5.4.5 针对加工好的试样,推荐立即试验,针对无法立即试验的试样,按照5.3 3小节要求进行保存,
确保试样状态不出现显著变化。注:针对试样的相关补充说明参见附录A。
6、试验环境
若无特殊要求,试验均在室温和常压环境条件下完成(按照5.3执行)。若有特殊需求,也可在其他特定温度或压力环境条件下进行,但应在报告中注明试验条件。
7、试验设备(工装)
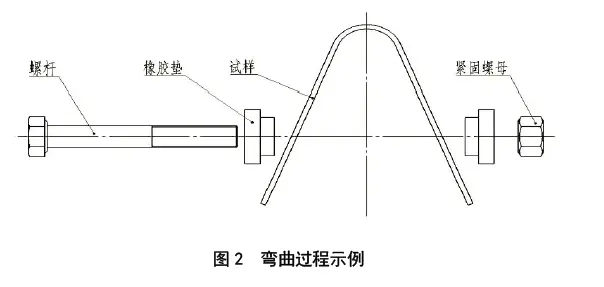
7.1 针对弯曲载荷的加载,可采用工装加载,或采用试验机+工装加载等方式。针对弯曲加载工装的结构,可根据试样、加载试验机的具体情况进行设计,其结构尺寸在本文件内不做硬性要求。对试样进行弯曲加载时,推荐在弯曲加载工装与试样间设置橡胶垫(图2),以避免试样与工装在装配部位处出现高的接触应力。
7.2 若弯曲加载需借助试验机,则试验机的精度应满足至少达到1 1级水平要求(试验力示值相对误差不大于±1%),且应定期参照JJG G139、JJG G157、JJG G475 等要求进行精度校核。
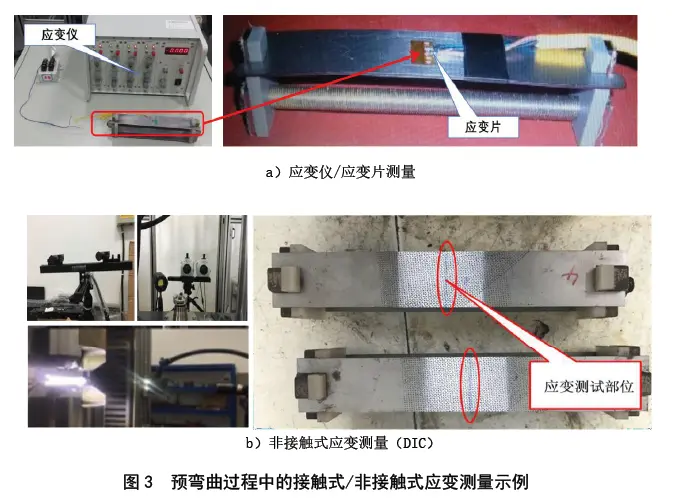
7.3 针对弯曲应变量,可采用接触式(如应变检测仪+应变片)或非接触式测量设备(如非接触式光学测量系统,Digital limage ecorrelation,DIC)。采用接触式设备进行检测时,应变仪及应变片应分别确保满足JB/T6261 及GB/T13992 技术要求;针对DIC 设备,其相关技术要求应与厂家产品说明文件相符。
8 试验过程
8.1 试样预处理
试验前需清除试样表面的油污、锈迹、氧化皮等。脱碳层或各类镀层可保留或去除,若保留则应在试验报告中记录脱碳层厚度、镀层类别及其厚度。
8.2 试样的装夹
针对试样的装夹因所采用的加载模式及所用的试验机和工装而异,图2为利用工装对试样进行弯曲加载的过程示例,其装夹流程为将试样置于夹具中部,通过旋拧夹具两端的螺母,推动夹具上的滑块向中部移动,使试样产生弯曲变形,完成对试样的弯曲应力加载。
8.3 弯曲应力设定
本文件推荐试验应力值总体范围为0.3~0.9倍实测抗拉强度。相同弯曲应力的试样为一组,推荐每个应力条件下重复试样不少于2件,试验组数不少于3组,每组应力值间隔不小于0.05 MPa。若有特殊的试验需求,也可根据不同钢材的性能特性和零件的工况,自行设定弯曲应力的上下限值、组数、每组样品数、应力间隔等试验参量。
注1:若为材料使用方企业开展钢板的氢致延迟断裂性能材料准入认证检测,则本文件推荐最高弯曲应力值应不大于钢板的实测屈服强度值;若有特殊的试验需求,也可选取其他范围的弯曲应力值,但最高弯曲应力应不大于钢板的0.9 倍实测抗拉强度值。
注2:本文件推荐若设定弯曲应力不大于钢板实测屈服强度,采用应变仪/应变片方式测量弯曲应变;若设定弯曲应力大于钢板实测屈服强度,采用DIC 方式测量弯曲应变。
8.4 弯曲应变设定
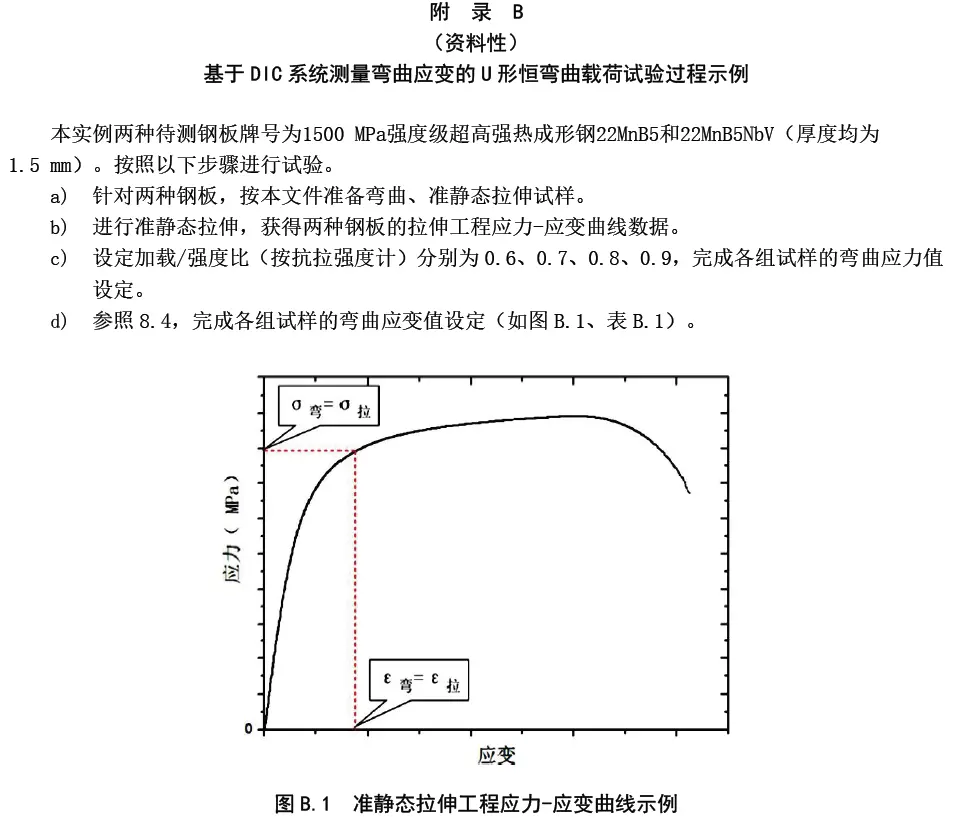
选取同材质试样参照GB/T T228.1技术要求,进行准静态拉伸试验,获得拉伸工程应力-应变曲线,在工程应力-应变数据对中寻找与设定应力值之间绝对误差值最小的试验应力值所对应的应变值,以此近似作为试样最小弯曲半径部位的设定弯曲应变值。
8.5 弯曲应变测量
如8.3,当设定弯曲应力值不大于钢板的实测屈服强度值时,推荐采用应变测试仪及应变片(图3a)检测弯曲应变值,具体操作步骤如下:
a) )将应变片与应变测试仪进行连接;
b) )将应变片贴到试样沿长度方向1/2 待测部位处,确保粘贴牢固;
c) )打开应变测试仪,调整其处于测试状态;
d) )参照8.2,对试样进行弯曲加载,实时观测应变测试仪数据变化,当显示应变值达到设定值时(允许偏差绝对值不大于1%)停止加载。
如8.3,当设定弯曲应力值大于钢板的实测屈服强度值时,推荐采用DIC设备进行弯曲应变值的测试。利用该方法代替传统的引伸计或应变片等方法,不仅能更加精确地对局部微小区域内的应变值进行实时测量,且能有效避免环境因素对测量过程的干扰(如腐蚀介质对应变片等检测器件的损坏),还能解决应变量过大时应变片易脱落的问题。
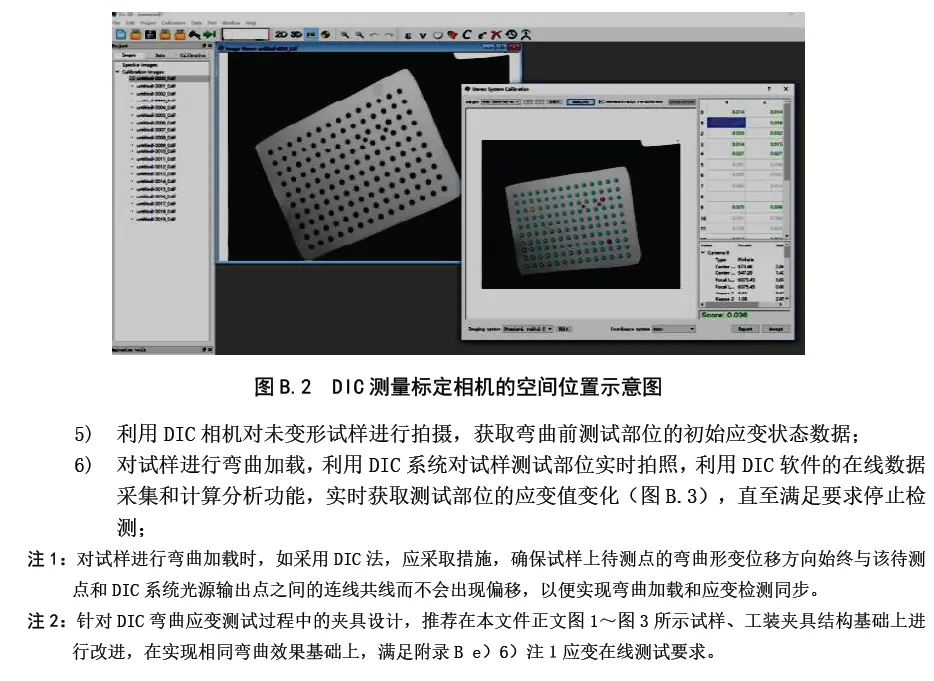
采用DIC方式测试弯曲应变(图3b)的相关操作流程参照附录B。
8.6 配备溶液
本文件推荐选用0.1mol/L HCL水溶液作为材料氢致延迟断裂性能评价的环境介质。若仅作材料性能对比试验,也可选用0.5mol/L HCL水溶液做加速试验。若有特殊需求也可选其他含氢介质,介质类别推荐参照ISO 16573标准要求选取。其次,针对含氢溶液与容器体积规格的选取,应至少确保容器中的试样完全被溶液所淹没。此外,针对容器,应确保无破损,且应选择塑料等防腐蚀材质。
注:配置溶液时应确保其浓度偏差绝对值不大于1%(采用专用酸碱浓度在线测试仪进行检测)。
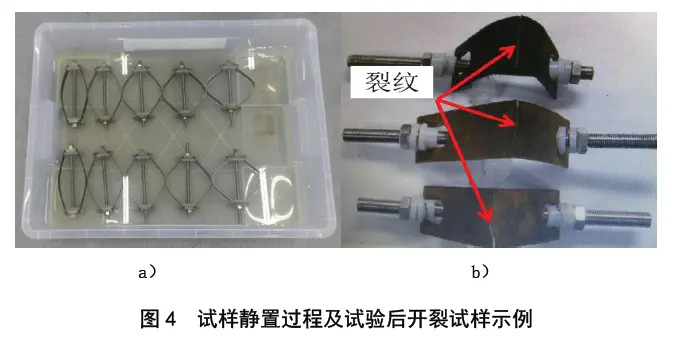
8.7 样品静置
将预弯曲后的试样置于含氢介质中进行静置处理。从试样静置于含氢介质中开始计算时间,实时监测试样是否开裂(图4a)。静置过程中推荐采用具备持续录像及存储功能的视频监控设备对试样进行不间断观测,以实现对试样开裂时间的精确记录。此外,参照8.6,推荐采用酸碱浓度在线测试仪,在试验过程中定期(如每24小时间隔)检测溶液的浓度变化,若浓度偏差绝对值大于1%,则进行溶液补充,直至浓度偏差绝对值不大于1%,以保证试验过程中溶液浓度的稳定。
8.8 结果记录
试验前应记录每件样品的初始厚度值(在试样沿长度方向1/2部位处重复三次厚度值的测量,取三次测量值的平均值为初始厚度值(精确到0.01mm)。试验后试样的厚度测量方法及要求与之相同)。
若选用0.1mol/L HCL水溶液,推荐300小时为静置上限时间,若希望延长静置时间进行验证则推荐采用700小时、1000小时两个时间评价点,建议最长静置时间不超过1000小时。详细记录每件开裂试样(图4b)的弯曲应力、开裂时间、厚度减薄率等试验结果数据。若选用加速试验工况或其他腐蚀介质,则本文件对试样静置的时间上限值不做硬性要求。
8.9 结果评价
本文件推荐可采用试样断裂比、加载/强度比、临界断裂应力、氢致延迟断裂应力-断裂时间曲线作为评价或对比不同钢板氢致延迟断裂性能的依据。可参照以下准则进行评价:a)试样断裂比(ƞc):在相同强度比、试样总数条件下,试样断裂比值越高,则钢板的氢致延迟断裂敏感性越强;
b)加载/强度比(ƞs):钢板不开裂对应的最高加载/强度比值越高,则钢板的氢致延迟断裂敏感性越弱;
c) 临界断裂应力(σh):在等强度级别条件下,该值越高则钢板的氢致延迟断裂敏感性越弱;
d) 断裂应力-断裂时间曲线(σc-tc):在应力等同条件下,以开裂时间为评价指标,时间越长则钢板的氢致延迟断裂敏感性越弱,在时间等同条件下,以开裂应力为评价指标,应力越高则钢板的氢致延迟断裂敏感性越弱。
注1:针对厚度减薄率(th)不作为单独的评价指标,仅作为一项试验结果进行记录,但可与上述几项指标相匹配,实现对钢板环境适应性的综合评价。
注2:本文件旨在测评钢板的氢致延迟断裂敏感性强弱,即评估采用不同类别钢板之于零件的氢致延迟断裂风险高低。但由于氢致延迟断裂的发生必须具备特定条件(载荷状态和暴露环境),因此出现试样在一定应力、时间条件下开裂并不意味着由试样材料制成的零件在服役过程中一定会开裂。
9试验报告
试验报告中应提供以下内容:
a) 试样基本信息;b) 试验环境条件;c)试验设备型号,关键参数及外观照片(含工装);d) 试验过程参数(力学参数、含氢介质类别等);e)试验步骤及过程要求;f)试验结果(试样断裂比、最高加载/强度比、临界断裂应力、厚度减薄率等);g) 试验前后试样外观照片;h)其他试验委托方要求的内容。
附录A(资料性)
来料状态确认及处理要求的补充说明
当前汽车车身用钢板材从成形工艺角度,可分为冷成形及热成形两类,由于两者间的制造工艺模式的显著差异性,在进行氢致延迟断裂性能测评时,应区别对待。针对冷成形和热成形板料及其零件的处
理方式和要求具体如下:a)冷成形:一般冷成形零件制造过程中,基体仅受成形力的作用,不存在相变应力,由于试验过程中也将引入外应力,因此无需对冷成形零件板料进行试验前预处理;b) 热成形:由于实际的热成形零件基体为淬火态,因此本文件要求热成形板料应为淬火态。若试验委托方无法提供淬火态板材,则可经试验双方协商,由委托方提供相应的热成形工艺处理条件,并由试验承担方负责完成淬火板制备。若试验委托方无法提供热成形条件,则推荐按照930 ℃保温5 min热处理规范对板料进行淬火处理。淬火处理必须采用固体平板模具淬火法,淬火质量以确保板材基体为近全马氏体组织或满足试验委托方或相关热成形零件厂商性能技术要求为基准;c) 零件:零件上取样可直接用于氢致延迟断裂性能测试。由于实际成形后零件各部位性能有差异,因此取样部位应由试验委托方根据己方零件使用需求提出,由试验双方协商确定;
END
识别下方二维码,报名

- 下一篇:疲劳S-N曲线你真的用对了吗
- 上一篇:直播 | 复杂工况下的疲劳仿真突破



 广告
广告 



最新资讯
-
联合国法规R73对货车侧面防护装置的工程化
2026-03-09 12:14
-
联合国法规R72对HS1卤素灯摩托车前照灯的工
2026-03-09 12:13
-
《汽车环境风洞 雪模拟试验及评价方法》国
2026-03-09 10:56
-
《汽车空气动力学与声学风洞 流场校准规范
2026-03-09 10:56
-
电池耐久试验方法的工程逻辑:SRC循环与多
2026-03-09 10:55
