




 广告
广告





















































新能源汽车用电机控制器的设计与测试
2022-01-01 00:29:35· 来源:旺材动力总成

来源:电动学堂文章来源:1.上海汽车电驱动有限公司2.上海汽车电驱动工程技术研究中心引言当前,中国为了鼓励节能减排,将新能源汽车作为重点扶持的新兴产业,
来源:电动学堂
文章来源:1.上海汽车电驱动有限公司2.上海汽车电驱动工程技术研究中心
引言
当前,中国为了鼓励节能减排,将新能源汽车作为重点扶持的新兴产业,发展新能源汽车已经成为保障能源安全和转型低碳经济的重要途径。控制器作为新能源电动汽车的三大核心技术之一,其未来的发展趋势是高功率密度、高度集成化、轻量化。
电机控制器要想实现高功率密度通常采用电力电子模块集成技术和模块化的设计理念,将汽车级功率器件IGBT、IGBT驱动和控制单元、复合母排、膜电容器以及低热阻的散热器等关键部件高度集成,开展大功率、高功率密度驱动电机控制器的产品优化与集成设计。控制器中的功率模块是提升功率密度的关键器件,随着新能源汽车大功率、小型化发展,功率模块也呈现高能量小型化的趋势,更高功率密度的模块需要散热能力更强的散热结构。在整车及控制系统中大多采用水冷方式,因此高功率密度控制器的散热对控制器的可靠运行至关重要,而优化散热底板设计,减小散热底板体积,降低散热底板重量,可以达到提高系统功率密度的目的。
本文针对新能源汽车电机控制器高功率密度的要求,使用双面焊接单面散热IGBT,开发了一款集成度高、功率密度高的电机控制器,重点介绍了该控制器的结构和硬件设计方案,并对控制器的冷却方案进行设计,开展了水道热仿真研究。最终,试制了控制器样机并进行台架性能测试,通过试验验证可以看出,所开发的电机控制器性能优异,体积功率密度可达23.1kW/L,满足设计指标要求。
1. 结构设计与电气原理
为了实现高功率密度,充分利用控制器内部的体积,同时兼顾装配和制造简捷,本文开发的控制器主要通过研究IGBT模块、驱动电路、薄膜电容器、高效散热器的高度封装集成,实现了功率部件的直焊互连集成设计与焊接工艺,为整车高温、高湿、振动等复杂环境条件下电机控制器的可靠性提供保障,同时提升了电机控制器功率密度水平。本文所设计控制器内部结构爆炸图如图1所示。
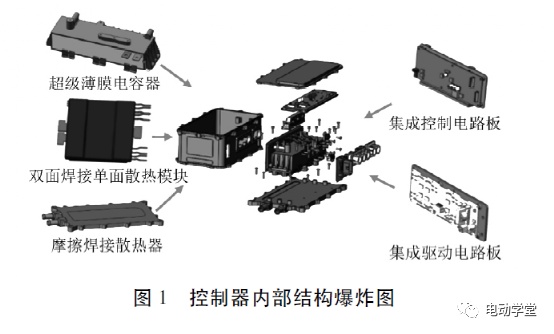
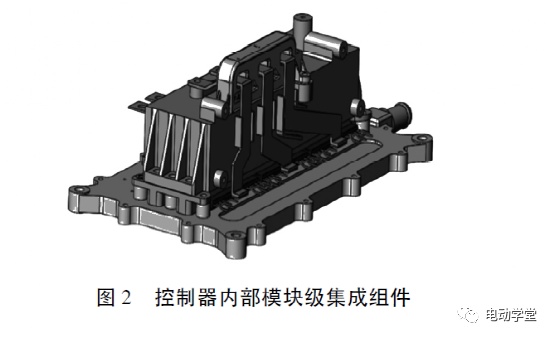
图2为本文所设计控制器内部模块级集成组件,控制器采用双面焊接单面散热IGBT模块,并通过电阻焊工艺将膜电容器端子与IGBT模块直流端子、IGBT模块交流端子与三相铜排的直接键合与集成,避免了螺栓的大量使用,实现了连接的可靠性与空间利用率的提升,使结构布局更加紧凑,功率密度的进一步提升。
同时,从图2可以看出,水道盖板与水冷板间采用搅拌摩擦焊工艺进行焊接,实现盖板与水冷板间的焊缝处的固相连接,避免了大量使用螺栓,在提高控制器内部空间率的同时也保证了水道密封性,实现了控制器同功率等级的小型化。基于直焊互连工艺技术路线,本文研制的控制器样机功率密度达到23.1kW/L,峰值功率125kW,集成度与性能水平与国外同类量产产品相当。
电机控制器的原理框图如图3所示。电机控制器的控制系统工作在12V电源网络下,通过CAN网络与整车通信,控制器功率部分的逆变单元能够将直流电转化为交流电并输入到永磁同步电机,控制器中成熟的底层配置和软件算法以及各采样电路、保护电路相互配合,可以使电机控制器稳定可靠地工作。

2. IGBT模块和膜电容器
2.1 IGBT模块
本文所设计控制器采用扁平化的双面焊接单面散热IGBT模块实物,如图4(a)所示,该IGBT的电压为750V,电流为800A,该IGBT模块比传统的IGBT体积小,模块内部芯片采用双面焊接结构设计,在功率模块热阻上远小于平面型结构,同等条件下大大提升了功率模块的输出容量,提高了功率密度。
图4(b)所示为IGBT模块双面焊接结构,芯片背面焊接于非对称结构DBC,芯片正面焊接于正面焊接铜片结构,外部功率极以及信号极通过引线框架快速方便引出,减少模块内部铝线键合工艺,降低模块自身杂感,提高IGBT模块电气连接可靠性。图4(c)为双面焊接实物。这种省去了绑定线工艺的新型IGBT封装工艺,使结构振动可靠性更高,并且可以大幅度节省控制器内部的空间。

2.2 薄膜电容器
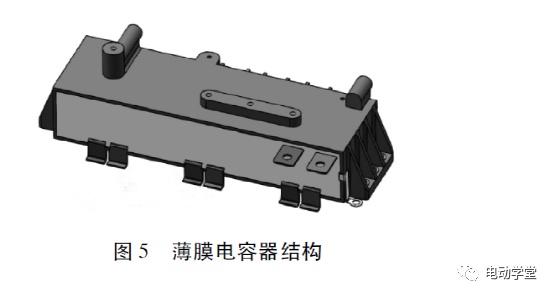
为了减小模块与电容器之间的寄生电感以及改善模块与电容器连接空间,缩短模块与电容器之间的连接线路,开展了电容器与功率模块的连接技术研究。为了进一步减小电路所需薄膜电容器的额定电压和容量,同时提高电容器的耐电流水平,从而达到减小电容器体积的目的,通过对比研究,最后采用电阻焊工艺的连接方式。图5所示为本文所设计控制器薄膜电容器结构示意图。
为了进一步确认薄膜电容器减少容值体积和改善电感以后的热可靠性,需要进一步对薄膜电容器开展热仿真分析。根据控制器整机运行环境条件,将薄膜电容器底面温度设定为80℃,周围环境温度设定为85℃,使用仿真软件对薄膜电容器进行热仿真。
薄膜电容器热仿真结果如图6所示。仿真结果表明,薄膜电容器的热主要集中在薄膜电容器的灌封面母排侧及上侧母排处,热点区域最高温度为98.2℃,小于芯子薄膜最高耐温105℃,满足长期耐温使用要求。

3. 冷却结构设计与仿真
IGBT模块在运行状态下会产生大量的热损耗,需要用相应的散热结构增加热交换面积,带走模块所产生的热量。本文设计的控制器的功率模块由3个IGBT模块水平铺在散热底板上,在IGBT与底板之间需涂抹导热硅脂来填充间隙,再用压板压紧模块贴紧散热底板。散热底板背面设计有冷却水道,如图7(a)所示。冷却液从入口流入控制器的散热水道,水道内部有间隔分布的呈云朵状的散热翅片,冷却液流入时,云朵状的散热翅片可以起到分流增大有效换热面积,降低热阻的作用。冷却液带走IGBT的产生热量,最后通过冷却水道的出口流入驱动电机内部,从而达到对整个系统散热的目的。
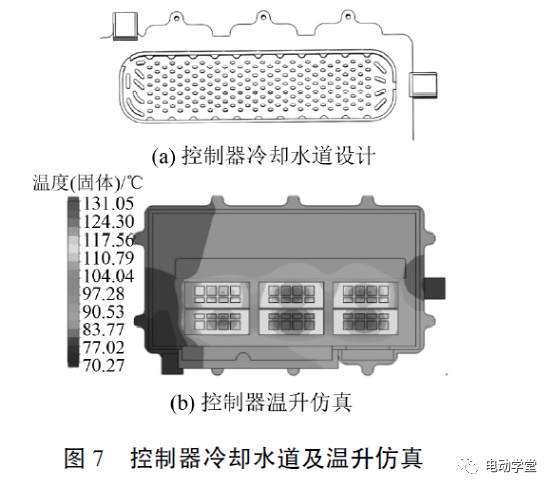
考虑到过高的温度会缩短IGBT的寿命并可能降低整个控制器在使用过程中的可靠性,该款控制器需要对散热系统(水道)进行可靠性的分析,在目前散热分析中,主要通过仿真软件计算IGBT在不同工况下的最高温度以及后续样机的验证分析。散热仿真结果如图7(b)所示,可以看出,模块在峰值工况下芯片的最高温度为131.05℃,IGBT模块长期稳定运行的耐温为150℃,在使用要求范围内。
4. 台架试验
为了确保电机控制器能够在整车的不同工况下平稳的运行,同时,使该控制器具有经济适用性,对所设计控制器制作样机,对系统进行系统性能测试,并对控制器效率进行测试,冷却液温度设定为65℃。
4.1 系统性能测试
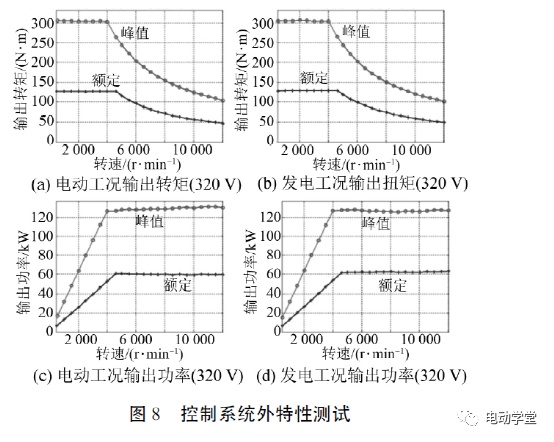
控制系统外特性如图8所示,根据测试图可知,在峰值功率125kW,峰值转矩300N·m的工况下,控制系统的输出平稳,没有较大的波动。
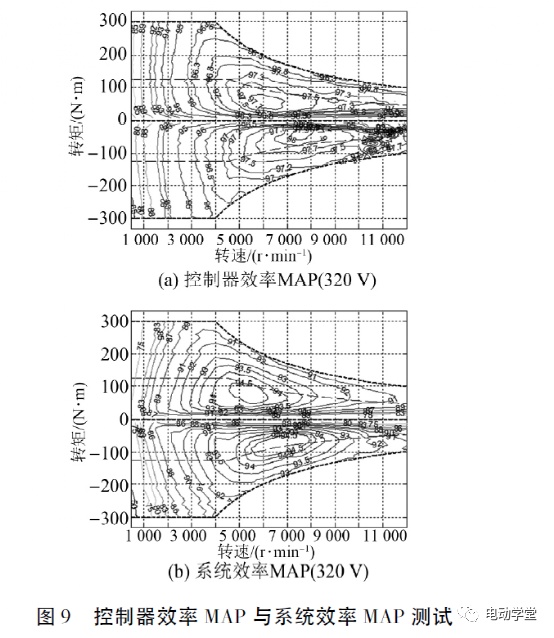
对本文所设计的电机控制器效率MAP与系统效率MAP测试,测试结果如图9所示。由图9可知,电动工况下,控制器最高效率为97.82%,系统最高效率为94.69%;发电工况下,控制器最高效率为98.23%,系统最高效率为94.83%;控制器效率大于90%的高效区面积占84.66%,系统效率大于80%的高效区面积占83.56%。
4.2 温升测试
在功率密度得到提高的同时,IGBT产生的热量也迅速増加,因此要着重关注IGBT本身的温升效果。对控制器进行温升测试,试验结果如图10所示,在峰值工况下模块内部温度传感器的最高温度为95℃,由此反推IGBT芯片的最高温度不会超过120℃,低于IGBT芯片结温150℃,可长期运行。

5. 结语
本文通过结构、硬件的理论设计、有限元仿真、试验验证相结合的方式开发了一款控制器,该电机控制器高效区(η>90)占84.86%,系统高效区(η>80)占83.56%,可以稳定地输出峰值功率125kW,峰值转矩300N·m。本文所设计电机控制器功率密度可达23.1kW/L,为新能源汽车电机控制器提供了一种有效的设计方案。



 广告
广告 编辑推荐



最新资讯
-
智能底盘如何重构极限驾驶边界:定义与性能
2026-03-24 17:01
-
选择合适的扭矩传感器 - 实现更高性能选型
2026-03-24 13:02
-
东扬精测参展第七届宁德国际新能源电池技术
2026-03-24 10:52
-
东扬精测参展重庆国际显示技术展览会(ICDT
2026-03-24 10:51
-
国内首个“路空一体”国家级测试基地!南方
2026-03-23 17:23
