




 广告
广告





















































质子交换膜燃料电池堆安全——通用安全性、关键材料、部件及安全影响因素

质子交换膜燃料电池(Proton Exchange Membrane Fuel Cell, PEMFC)是用质子交换膜作为电解质的燃料电池,是将外部供应的燃料(氢气)和空气中的氧化剂(氧气)的化学能通过电化学反应直接转化为电能、热能和其他反应产物的发电装置。由于单个电池输出电压低,通常以多片堆叠组装的
形式组成燃料电池堆,由外部统一提供燃料和氧化剂,并统一向外部输出电能和热量。
由此可见,车用质子交换膜燃料电池集中了氢、热、电、压力等所有危险因素。因此,质子交换膜燃料电池堆是燃料电池电动汽车安全性的重点关注对象,本章重点论述其安全性问题。
一、质子交换膜燃料电池堆通用安全性
质子交换膜燃料电池堆应在易发生腐蚀、摩擦的部位采取必要的防护措施,并对质子交换膜燃料电池堆的电压或电流、反应气和冷却液的进出口温度、压力或流量等进行监测或者计算。GB/T20042.2-2008 对质子交换膜燃料电池堆安全性提出了详细要求和设计提示。在燃料电池堆设计制造过程中,燃料电池堆制造商应进行符合GB/T 7826-2012、GB/T 7829-1987 和IEC 61508-1-2010 等标准的风险评估,并根据风险评估结果进行设计,以保证所有零部件适合于预期运行的环境温度、压力、流速、电压及电流范围等条件,同时能够耐受燃料电池堆所处环境、运行过程和其他条件的不良影响。
由于质子交换膜燃料电池堆中有氢气及其他储能物质或能量(例如:易燃物质、加压介质、电能、机械能等),按照以下顺序为质子交换膜燃料电池堆采取通用安全措施:
1)消除质子交换膜燃料电池堆的外在隐患。
2)对上述这些能量进行被动控制(如采用防爆片、泄压阀、隔热构件等),确保能量释放时不危及周围环境。
3)对这些能量进行主动控制(如通过燃料电池中的电控装置)。在这种情况下,由控制装置故障引发的危险应逐一进行考虑。对安全部件的评价应符合IEC 61508 的规定,另一方面,可将危险告知燃料电池系统集成制造商。
4)提供适当的、与残存危险有关的安全标记。
二、质子交换膜燃料电池堆关键材料、部件及安全影响因素
质子交换膜燃料电池堆各组件使用的材料对工作环境应有耐受性。目前质子交换膜燃料电池典型工作温度为75℃左右,在工作过程中,燃料电池堆内部组件要面对复杂的电化学环境,因此对耐腐蚀性有一定要求。此外,在车载环境下,燃料电池堆还将面对振动、冲击、灰尘、雨淋、环境温度大幅度变化等不利条件,这都可能对燃料电池堆安全造成不利影响,应充分考虑这些不利因素,并对燃料电池堆进行适当保护。
质子交换膜燃料电池的主要结构包括质子交换膜、两侧的多孔电极催化剂层和气体扩散层,以及外侧构成气体传输通道和电子导体的极板。此外,质子交换膜燃料电池堆两侧由端板为电池提供堆叠压力。质子交换膜燃料电池堆由多个质子交换膜燃料电池单电池串联而成,其结构示意图如4-1 所示。
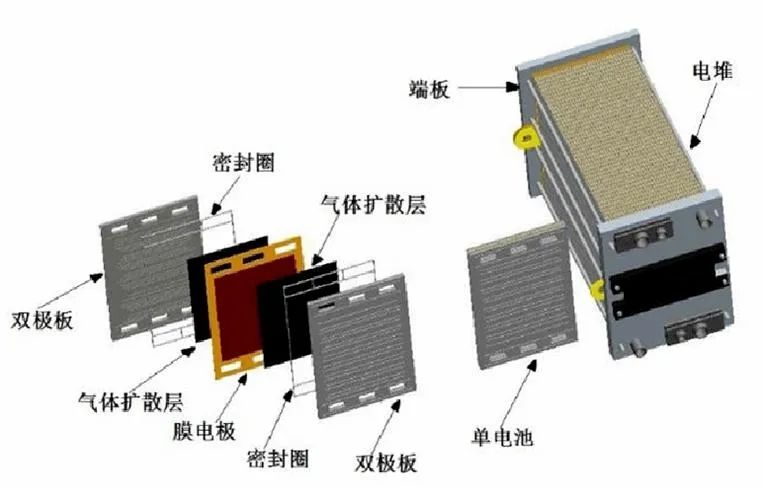
图4-1 质子交换膜燃料电池堆结构示意图
1、质子交换膜
质子交换膜是PEMFC 的核心部件之一,质子交换膜是由可以传导质子的固态聚合物制成厚度仅为10μm 左右的薄膜,用于分隔氢气和氧气,只允许结合水和质子在阳极侧和阴极侧之间移动,即水传输和质子传导。其主要作用如下:
1)将阴极和阳极分隔开,阻止燃料(氢气)和氧化剂(氧气)直接混合发生化学反应。可用气体透过率来评价,气体透过率越高,膜的气体阻隔性能越差,氢气和氧气接触越多,使得电池两极电势差越低,电池的开路电压(Open Circuit Voltage,OCV)也越低。
2)传导质子。可用质子导电率来评价,质子导电率越高,膜的内阻越小,氢气的化学能可更高效地转变为电能,即燃料电池的效率越高。
3)电绝缘。阻止电子在膜内传导,从而使氢气氧化后释放出的电子由阳极通过外电路向阴极流动,产生外部电流供人们使用。
质子交换膜厚度与燃料电池安全性和性能密切相关,这是因为质子交换膜的质子传导阻力是燃料电池输出压降的主要组成之一,厚度大则表示传导阻力大性能低,厚度小则容易压伤刺穿;另一方面质子交换膜中的结合水从阴极侧反向扩散到阳极侧是由两侧之间的含水量梯度驱动的,厚度小则含水量梯度大,反向扩散强,从而允许更多的结合水电迁移,提高活性面积内的电流密度。由此可见质子交换膜的选型,尤其是厚度参数的确定,是燃料电池输出性能和安全性能之间协调的结果。燃料电池制造商应根据实际测试结果,在保证燃料电池安全性能的前提下,选择合适的质子交换膜产品型号。
质子交换膜损伤的主要原因有机械损伤、热降解、化学降解等,其材料要具有足够的电化学稳定性、热稳定性和一定的机械稳定性,保证燃料电池在工作过程中能够耐受气流冲击、电流冲击和自由基攻击而不发生降解,保证燃料电池内部不会发生气体窜漏、短路等危险。
具体来讲,阴极发生的氧气还原反应,容易生成过氧类自由基,因此质子交换膜应具有优异的化学稳定性,以保证燃料电池的寿命。若氢气和氧气同时出现在同一侧电极的催化剂上,其反应所释放的化学能只以热量形式放释出,由此形成大量放热,导致燃料电池堆温度急剧上升,当质子交换膜的局部温度超过其耐受极限,就会出现局部破洞烧穿,进一步导致更多的氢氧混合,从而发生燃料电池堆热失控的危险。此外,无论在干燥或水饱和的状态下,质子交换膜都应具有一定的机械强度,在组装和使用时不会破裂,以保证使用安全和使用寿命。
质子交换膜的评价指标包括质子传导率、离子交换当量、拉伸强度、透气率、吸水率、溶胀率等材料属性以及厚度和均匀性等成品参数。GB/T 20042.3-2009 详细说明了上述参数及其测试方法。上述关键参数对质子交换膜的性能及安全性有重要影响,下面以透气率为例进行详细说明。
氢气分子极小,具有很强的渗透能力,厚度仅为10μm 量级的质子交换膜实际上并不能把氢气完全隔离。实际上,氢气可以直接渗透穿过质子交换膜,该过程可等效为部分质子携带电子穿过质子交换膜,其中电子的电荷移动可等效为一额外电流,称为渗氢电流。渗氢电流相关信息详见4.2.2 节关于膜电极的介绍。
此外,在厚度仅为10μm 量级的质子交换膜制备过程中,由于气泡、粉尘等其他不良因素无法完全避免,质子交换膜必然存在微小的穿孔。氢气从阳极侧经该微小穿孔窜漏至阴极侧,会发生前述的放热反应。微小穿孔窜漏表现为透气率的显著增大,而窜漏导致发热量超过阈值,将发生前面所述的热失控危险。因此,严格限制质子交换膜透气率上限,避免微小穿孔窜漏过大,是避免热失控危险的重要保障。对于车用质子交换膜燃料电池堆所采用的质子交换膜,其透气率上限建议为0.14mL/(min·cm2),气体体积标准状态为0℃,1atm(101.325kPa)。
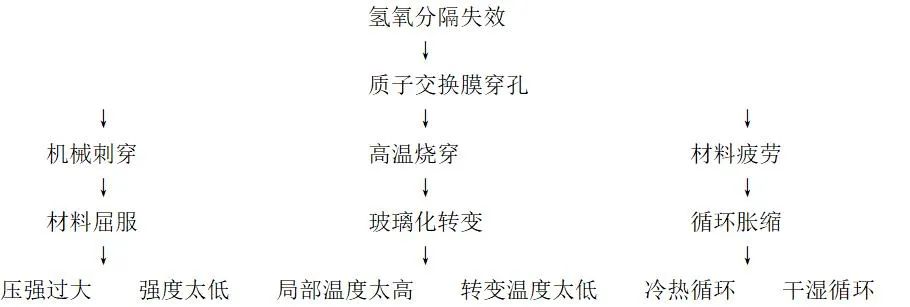
图4-2 质子交换膜氢氧分隔失效原因树状图
氢氧分隔是质子交换膜的基本要求,在使用过程中,氢氧分隔失效是影响燃料电池堆寿命和安全性的主要失效模式之一。从氢氧分隔失效这一失效模式来追溯其起因,如图4-2 所示。可见,可能导致氢氧分隔失效的关键材料属性包括材料机械强度、玻璃化转变温度和透气率。此外,厚度及其均匀性也对氢氧分隔失效有显著影响。
2、MEA
膜电极(MEA)是燃料电池中最重要的部分,有燃料电池“心脏”之称,是电化学反应发生的场所,提高膜电极性能能够有效提高燃料电池单体的性能。MEA 主要由质子交换膜(PEM)、气体扩散层(GDL)、催化剂层(Catalyst Layer ,CL)三部分组成,其在质子交换膜阳极和阴极两侧分别布置多孔电极催化剂层和气体扩散层,通过热压或贴合而成。为了方便质子交换膜燃料电池堆的堆叠组装工艺批量化高效进行,膜电极组件MEA 通常还包括外侧的边框。边框具有一定的厚度和强度,以便与极板之间通过密封垫圈等形式实现密封,将氢气、空气、冷却剂与燃料电池堆外部环境相互隔离。密封垫圈可布置在膜电极组件边框上,也可布置在极板上。
膜电极组件的评价指标和测试方法标准在GB/T 20042.5-2009 中均有详细说明。其中,渗氢电流密度是氢气窜漏的重要评价指标。GB/Z 27753-2011 中规定,当渗氢电流密度不小于20mA/cm²时,应停止膜电极组合循环工况试验。
膜电极组件的失效主要包括两侧电极短路、氢气窜漏、气体泄漏、冷却液泄漏等。其中,两侧电极短路是指碳纤维或导电碳粉颗粒等电子导体穿透质子交换膜,直接连通了阳极和阴极两侧多孔电极催化剂层之间的电子通道,形成短路,继而发生燃料电池堆热失控危险。而氢气窜漏则是质子交换膜由于受压损伤等原因,微小穿孔扩大,氢气窜漏量增大,也存在发生燃料电池堆热失控危险。随着电化学反应的进行,膜电极中质子交换膜和催化剂都会发生不同程度的老化,同时,催化剂流失进入膜内会加剧质子交换膜的降解,以上都会导致氢气和氧气的窜漏。电极短路和氢气窜漏虽然根本机理不同,但在质子交换膜受损穿孔后发生燃料电池堆热失控危险的过程中,具有相辅相成的关系,是燃料电池制造商在设计制造过程中必须避免的失效形式。膜电极的损伤或损坏轻则造成燃料电池堆性能下降,重则造成窜气、气体泄漏,发生危险。
除了发生电化学反应的中间流场部分,设计不合理的外围边框也有可能导致膜电极组件中的质子交换膜损伤。由于质子交换膜厚度仅为10μm 量级,其材料机械强度也低于边框材料,其结构强度远小于边框,因此质子交换膜与边框结构相连处会发生应力集中。质子交换膜燃料电池使用过程中,两侧氢气和空气压力会因为载荷和工况的变化而发生变化,其压力差变化会导致质子交换膜发生弯折变形,同时温度变化导致的热膨胀以及湿度变化导致的溶胀也均会导致质子交换膜发生张力变化。这些弯折变形和张力变化会因应力集中而损伤质子交换膜与外围边框连接处。可行的解决方案包括,通过运行控制策略减少质子交换膜两侧压差变化,以及通过材料选型改进降低质子交换膜热膨胀和溶胀。
此外,也可通过合理设计减少质子交换膜与边框连接区域处的结构强度突变,并合理控制过渡胶层的厚度,以减少该处应力集中。此外,在膜电极制备过程中,过高的温度和过大的压紧力容易引起质子交换膜的损伤,造成氢气和氧气的窜漏,产生危险。因此,应该根据膜、催化层、扩散层等的材质及厚度严格控制操作条件。
3、气体扩散层
气体扩散层(GDL)的主要功能是极板与多孔电极催化剂层之间的连接匹配。极板上的气体通道和导电平台宽度虽然仅为亚毫米量级,但相比多孔电极催化剂层中的孔隙通道尺寸和颗粒尺寸仍高了两个量级以上。因此需要纤维及孔隙通道尺寸在两者之间的气体扩散层作为中介,使气体通道中的气体可以有效扩散到多孔电极催化剂层,使气体通道下方的多孔电极催化剂层中的电流可以有效传导到导电平台,从而提升多孔电极催化剂层的实际利用率。此外,气体扩散层也有保护多孔电极催化剂层,避免其从质子交换膜表面剥离,起到防止多孔电极催化剂层表面催化剂及其载体脱落等功能。
气体扩散层的评价指标包括垂直和平面方向的电导率、导热系数、透气率、孔隙率、拉伸强度、抗弯强度、压缩特性、面密度、表观密度、表面粗糙度、厚度及其均匀性等。GB/T 20042.7-2014 对上述参数进行了详细说明,并提供了相应的测试标准。
气体扩散层由基底层和微孔层两部分组成,基底层通常使用多孔的碳纸、碳布制成,其厚度约为40~100μm,主要作用是支撑微孔层和催化层,并为氢气扩散、电子和反应生成水排出提供通道。微孔层通常是为了改善基底层的孔隙结构而在其表面制作的一层碳粉层,厚度约为10~100μm,其主要作用是为了降低催化层和基底层之间的接触电阻,使气体和水发生再分配,防止电极催化层“水淹”,同时防止催化层在制备的过程中渗漏到基底层。
由于碳纸和碳布中的碳纤维有可能透过多孔电极催化剂层,刺穿质子交换膜导致短路和氢气窜漏危险,目前气体扩散层会在靠近多孔电极催化剂层一侧,再喷涂一层以导电碳粉和聚四氟乙烯为主要成分的微孔层,降低其表面粗糙度和刺穿损伤质子交换膜的风险。此外,微孔层中的孔隙与碳粉颗粒尺寸介于碳纸碳布和多孔电极催化剂层之间,进一步降低了界面两侧通道的尺寸量级差异,提升了气体传输和电荷传导的效果。
气体扩散层对质子交换膜的损伤形式主要是纤维刺穿。因此,表面粗糙度和厚度及其均匀性是气体扩散层影响质子交换膜燃料电池安全性能的主要参数。燃料电池制造商应避免采用表面存在纤维断口的气体扩散层,例如具有断裂界面的碳纸。微孔层表面应该光滑而完整,若存在肉眼可见的裂纹或裂缝,也有可能损伤质子交换膜而导致穿孔窜漏,必须避免使用。此外,气体扩散层在生产制造时需要避免存在较长的毛刺,避免在与质子交换膜热压的时候刺破质子交换膜,导致气体窜漏引发危险。
4、极板
燃料电池极板是燃料电池的核心零部件,是在燃料电池堆中用于收集电流、分隔氢气和空气、并引导氢气和空气在电池内气体扩散层表面流动的导电隔板,它主要起到机械支撑、物料分配、热量传递以及电子传导的作用。
极板的评价指标主要有腐蚀电流密度、接触电阻、体电阻率、透气率、抗弯强度等材料参数,以及部件平面度、厚度均匀性等零件参数。GB/T 20042.6-2011 对上述参数提供了详细的测试标准。
目前商业化燃料电池极板材料主要分为石墨碳板、复合极板和金属极板三大类。石墨极板拥有优异的化学稳定性与导电性,一般以机械铣削工艺在石墨板表面加工气体流道和冷却液流道,但是其具有孔隙率高导致氢气渗透、机械强度低导致不耐振动冲击、加工困难等技术缺点,同时,石墨极板难以减薄,导致燃料电池堆功率密度提升困难。对于石墨极板,重点关注的参数主要是透气率和抗弯强度。
复合极板分为结构复合极板和材料复合极板。结构复合极板是以金属薄板或其他高强度、高致密性导电板作为分隔板,以膨胀石墨、金属网等材料作为流场板复合而成,具有致密性高、质量轻、耐腐蚀的优点。材料复合极板是基于石墨和聚合物(如聚丙烯、聚苯硫醚、酚醛树脂、乙烯基酯树脂、环氧树脂等)开发的新型极板,其质量更轻,力学性能更好,更易加工,但聚合物的加入牺牲了部分导电性。
金属极板机械强度高,体积小,导电性好,易加工,在制造过程中,薄金属冲压成型技术和表面处理技术是难度最高的两个工艺。采用金属材料制造极板,没有氢气渗透和不耐振动冲击等问题,而且可以采用成熟的金属薄板成型及焊接工艺。对于金属极板,重点关注的参数主要是腐蚀电流密度和接触电阻。
极板要求高电导率、高导热率和高强度,保证全生命周期燃料电池的安全性。极板表面的金属粉尘、油含量、达因值等关键指标要有效控制。对与金属极板而言,其表面处理可以有效改善材料的耐腐蚀性和寿命,减少燃料电池在工作中的酸和水汽腐蚀问题。
此外,部件平面度和厚度均匀性是无论石墨极板还是金属极板都必须重视的参数。由于质子交换膜燃料电池堆是由质子交换膜组件和极板交替堆叠,两侧由端板压紧组装而成,串联的质子交换膜组件和极板所受压力是相同的,而质子交换膜的材料强度均低于金属极板和石墨极板,若极板的平面度和厚度均匀性较差,则极板翘曲厉害或者厚度较大的位置,其压紧区域上的压力就有可能超出质子交换膜的可承受范围,导致质子交换膜损伤破洞,进而发生燃料电池堆热失控的危险;极板翘曲较小或者厚度较小的位置,其压紧区域上就可能因压力降低而使极板和气体扩散层之间接触电阻上升,降低该处的反应效率。为保证质子交换膜燃料电池堆的输出性能和安全性能,车用电池堆极板的平面度不大于10μm,相对厚度不大于0.1μm。
5、端板
端板是将多个质子交换膜燃料电池堆叠串联起来后,在两侧为电池堆提供装配夹紧力的部件,其上需要布置氢气、空气和冷却液的进出管道接口,以及拉杆和螺杆等提供装配夹紧力的部件连接处。
质子交换膜燃料电池堆端板需要一定的强度和良好的绝缘性。车用质子交换膜燃料电池堆体积大,较大的装配压力和紧凑的空间布局,决定了其端板需要有较高的机械强度,而且车用环境还要求其具有较高的振动冲击耐受能力。串联结构的燃料电池堆芯两侧的电流引出结构称为集流板,两端集流板之间的电压即为燃料电池堆的输出电压,为避免燃料电池堆端板引发堆芯两侧集流板短路,集流板和端板之间一般设置有绝缘结构。
端板作为燃料电池堆装紧压力的主要施加部件,同时布置有电池堆中的气体和冷却液进出管道,而且为了进一步提高系统紧凑性,可能会把循环泵、喷射器等零件集成在内,设计时需要保持紧凑的体积和降低重量。为保证在整车使用寿命内的燃料电池堆安全性,车用质子交换膜燃料电池堆制造商必须对端板设计进行机械强度、冷热循环、振动冲击、疲劳寿命等的分析校核。
质子交换膜燃料电池堆端板一般使用金属、环氧树脂、玻璃纤维板和聚酯纤维板,端板上有集流板负责将电流导出电池,端板上有弹簧和弹簧盖板,通过弹簧和弹簧盖板,将燃料电池堆的紧固力控制在一定范围内。可见,多级燃料电池堆通常使用螺栓或钢带等封装件进行封装,封装力通过端板传递到内部,使内部各组件受压紧密贴合,紧密贴合的接触面产生摩擦力从而限制内部组件的相对运动,同时降低了各组件间的接触电阻。
在封装力作用下组件之间的接触压力分布不均匀是难以避免的,由于压力不均匀而导致的密封件部分区域压力过低会使气体泄漏的可能性增加,在MEA 部分,过低的接触压力还会导致接触电阻上升,燃料电池堆发电效率下降;而部分区域的过高压力也会造成接触电阻上升、物质传输受阻和局部温度升高等不利影响,甚至可能导致组件发生局部破坏。因此,大部分燃料电池端板使用铝合金、不锈钢、钛合金等高强度金属或工程塑料等材料,通过绝缘板将端板及外部辅件同内部集流板及单电池隔绝开来,以防止短路。部分燃料电池堆端板外侧还安装有弹性部件(如弹簧或碟簧等)以及固定弹性部件的盖板,以控制封装力波动范围,并使封装力分配均匀。端板要经过严格的实验设计和优化验证,保证燃料电池堆内部压力分布均匀性在合理范围内。
另外,端板还需进行强度测试,保证振动冲击条件下的可靠性和安全性。同时燃料电池堆在工作时温度较高,需要保证端板在较高温度下的稳定性并控制形变。



 广告
广告 编辑推荐



最新资讯
-
整车性能测试体系:汽车试验工程的基本框架
2026-03-10 12:54
-
联合国法规R76对轻便摩托车前照灯远近光性
2026-03-10 12:15
-
联合国法规R75对摩托车与轻便摩托车气压轮
2026-03-10 12:14
-
联合国法规R74对L1类车辆灯光与光信号装置
2026-03-10 12:14
-
联合国法规R73对货车侧面防护装置的工程化
2026-03-09 12:14
