




 广告
广告





















































某纯电动汽车电池包安装点结构设计
2021-03-03 11:23:44· 来源:Battery Insight view 作者:battery 风清扬

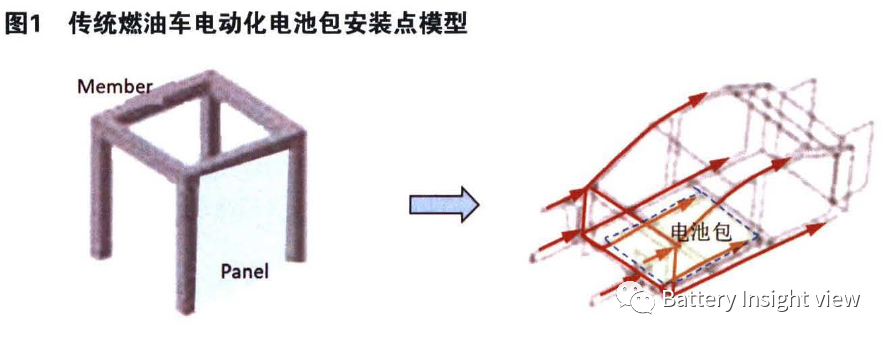
1引言 目前国内纯电动汽车平台开发的汽车较少,绝大部分纯电动汽车是在传统燃油车基础上电动化后开发的新能源汽车。因此探讨适合传动汽车电动化动力电池安装点的结构设计方法非常重要。本文提出了 一种新型动力电池包安装点结构设计方法,并对安装点进行仿真
1引言
- 下一篇:某电动汽车动力电池挤压仿真与试验
- 上一篇:纯电动商用车电池热管理技术研究



 广告
广告 



最新资讯
-
展会预告 | TCT亚洲展倒计时!思看科技五大
2026-03-10 20:50
-
整车性能测试体系:汽车试验工程的基本框架
2026-03-10 12:54
-
联合国法规R76对轻便摩托车前照灯远近光性
2026-03-10 12:15
-
联合国法规R75对摩托车与轻便摩托车气压轮
2026-03-10 12:14
-
联合国法规R74对L1类车辆灯光与光信号装置
2026-03-10 12:14
